Cambiar idioma :

Plastic parts for the machine tools industry
Components in machine tools are exposed to rough operating conditions. Hot chips significantly compromise the service life of cables and cable carriers. Over time, this leads to machine failure and, as a result, expensive downtime. For every challenge in the machining industry, igus offers lab-tested solutions that increase your machinery’s reliability and reduce maintenance frequency. These solutions include cable carriers and cables for use in CNC machining centers, milling machines or grinding machines, and maintenance-free and dry-running plastic bearings used in door-adjusting mechanisms in machine tools. Smart plastics from igus can also be used in machine tools to avoid unforeseen failures and plant shutdowns. For more information, browse customer applications and our Engineer's Toolbox.
Variations of machines
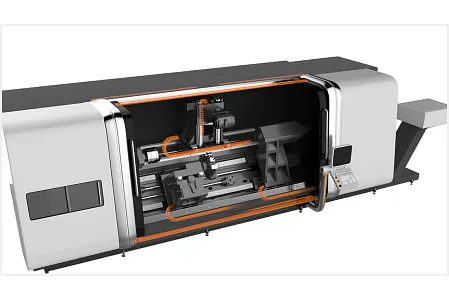
Machining Centers
Best cable protection with robust cable carriers and tubes on short travels.
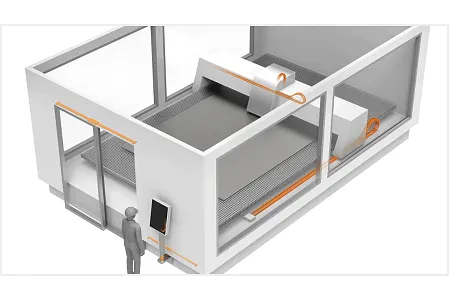
Cutting machines
e-chains, cables, and bearing products for laser, plasma, and water jet cutting machines.
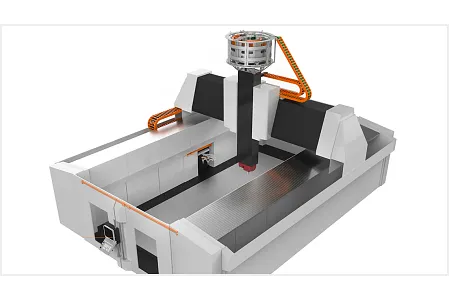
Large machine tools
Extremely high reliability with strong cable carrier systems for long travels.
igus® parts used in machine tool manufacturing






Customer Applications




Browse the Engineer's Toolbox
Contacto
¿Preguntas o información sobre productos? Por favor, póngase en contacto con:
igus® México.+52 728 2843185Correo
Servicio al cliente
Servicio al Cliente:
Teléfono: De lunes a viernes, de 8:00 a 20:00
Chat en vivo: 24 horas